Sheet Metal
Discover what is the manufacturing process forming Sheet Metal and its usage in the industry.
Introduction to Sheet Metal
Sheet metal is available in flat pieces or coiled strips that originate from many different metals such as aluminum, brass, copper, steel, tin, nickel, or titanium. Its formation apparels into thin, flat pieces and is one of the most basic materials used in metalworking thanks to its malleable properties that let it be cut and bent into a multitude of shapes. Decorative objects often contain precious metals such as gold, silver, or platinum.
Perhaps without realizing it, we are surrounded by a myriad of everyday objects made from sheet metal: from automotive bodies to aerospace fuselages and wings, up to medical tables, sinks, roofs of buildings, and machinery. Historically, the first uses of sheet metal were in the fabrication of swords and cavalry plate armor. Today, manufacturers use it for decorative purposes such as horse tack, jewelry, and sculpture.
There is a significant variation in sheet metal thickness; the thinnest sheets are referred to as foil or leaf, and pieces with a thickness greater than 6 mm (0.25 in) are considered plates.
How to form Sheet Metal?
A multitude of possibilities exists for forming sheet metal:
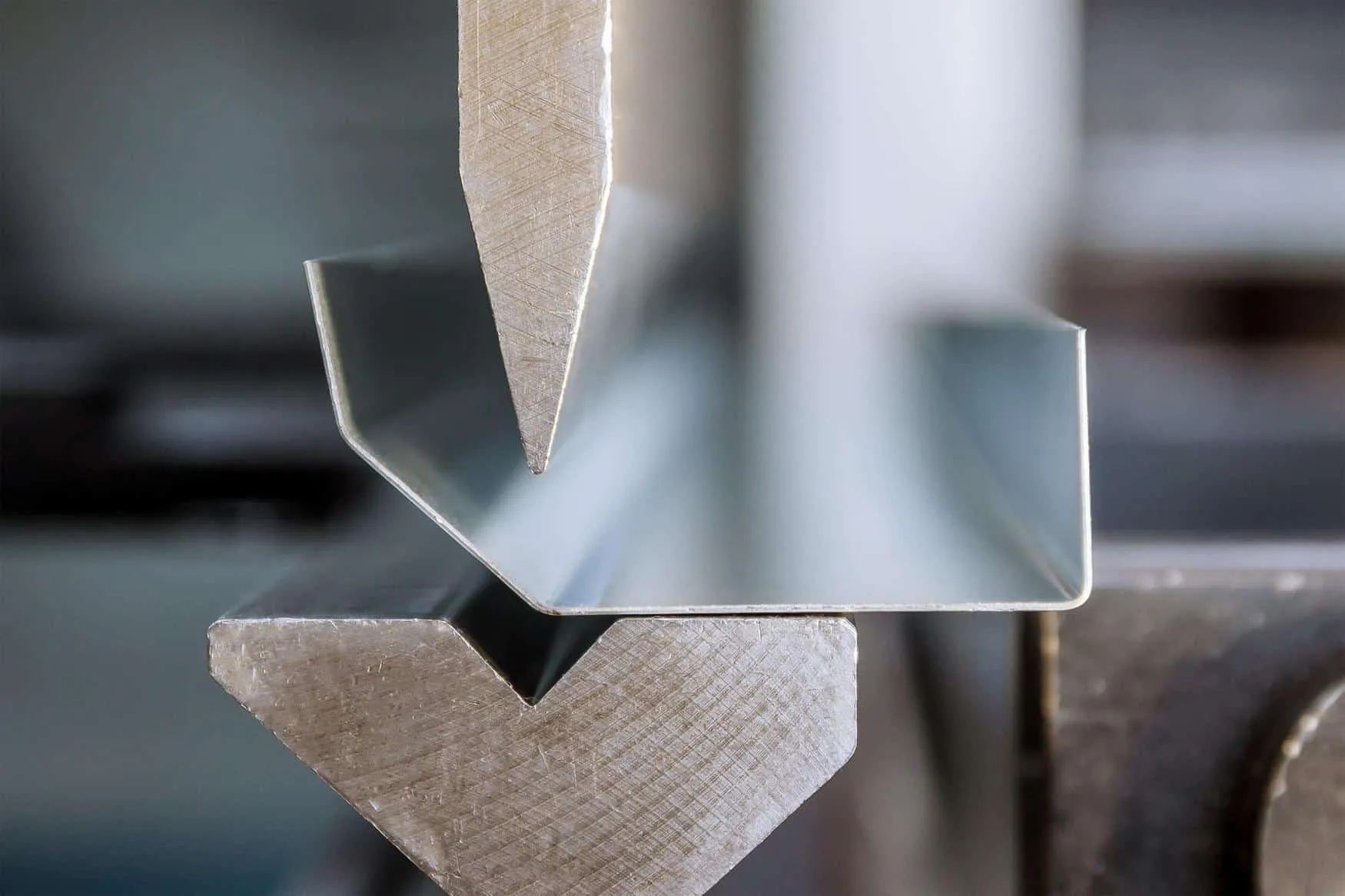
- Bending produces a V-shape, U-shape, or channel shape along the straight axis of a given section of sheet metal. Careful consideration is necessary regarding the sheet metal’s thickness and tolerances. Bending commonly produces parts used in electrical enclosures and rectangular ductwork.
- Curling is a sheet metal forming process used to form the edges into a hollow ring. Curling can boost the moment of inertia near the curled end and eradicate sharp edges. Some parts undergo curling for their end-use purposes, such as bearings and hinges.
- Decambering is the process of removing horizontal bends, known as cambers, from strips of sheet metal. Like a flattening or leveling process, it differs by deforming the left or right material edge rather than the face of the strip. It is possible to decamber fixed-length sections as well as continuous coils.
- Deep drawing is a sheet metal forming process that entails stretching the metal over a form, or die, ultimately making it a shape transformation process with material retention. “Deep” drawing happens when the depth of the drawn (pulled) part exceeds its diameter. There is a need for deep drawing to manufacture cups, caps, nozzles, enclosures, etc. The mechanical action of a “punch” radially draws a sheet metal blank into a forming die. There are different applications in multiple steps called draw reductions; more reductions are necessary for greater depths. Heating the workpiece enables deep drawing with fewer reductions.
- Expanding sheet metal is a forming process that results in a defined mesh-like pattern, often diamond-shaped, allowing air or water to circulate. Its frequent applications is for fences, grates, and laths to bolster plaster. Cutting or stamping slits in a sheet metal workpiece could produce and stretch it. So it becomes stronger and lighter than the original workpiece.
Sheet Metal and seaming
- As their names imply, Hemming and seaming involve rolling a sheet metal edge over onto itself to form a hem or seam. Hemming pertains to rolling an edge so that it is flushed to itself and seaming fastens the edges of two different materials. Hems are useful for enhancing a part’s appearance, hiding burrs, and rough edges, as well as reinforcing an edge. Manufacturers hemmed the edges of automobile doors to produce them. The food industry commonly uses seams to seal canned goods. The automotive industry and amusement park cars also employed widely seams.
- Hydroforming is particularly useful and cost-effective in forming flexible metals such as aluminum, brass, low alloy, and stainless steel into structurally solid and lightweight parts in a single step. It is particularly beneficial for savings on tools since tools and punches can switch for different part requirements. Only a draw ring and punch (metalworking) or male die are necessary for sheet metal. Its widespread adoption can be found throughout the automotive industry and is popular among high-end sports cars manufacturers thanks to its rigid yet lightweight structural qualities. It is also a popular process for shaping aluminum tubes as bicycle frames.
- Incremental sheet forming, also known as single point forming, is a sheet metal forming technique that forms sheet metal using a round-tipped tool, typically 5–20 mm in diameter, by deforming with a sequence of small incremental indents. Thanks to its ability to be attached to a CNC (Computer Numerical Control) machine, no die is necessary, reducing cost per piece and increasing turnaround time for low production runs. Nevertheless, the higher per-piece speed and lower per-piece price compensate for the time and cost to produce a die.
- Ironing, as its name implies, is a sheet metal forming process that thins a specific area of a workpiece uniformly. It is very beneficial for a uniform wall thickness with a greater height-to-diameter ratio when combined with deep drawing. Thickness reduction for an ironing operation is generally between 40 and 60%. The production of aluminum cans, cups, and ammunition cartridge cases employ it for various applications.
Sheet metal and laser cutting
- Laser cutting uses a laser to precision-cut sheet metal by directing the output of a high-power laser, most commonly through optics. CNC (Computer Numerical Control) has helped this technology become broadly adopted in an industrial context. Its usage is to direct either the material or the laser beam in the defined direction. The operator implements a motion control system to follow a CNC pattern onto the sheet metal by either melting, burning, vaporizing, or blowing away by a stream of gas. This ensures a high-quality finish for the edges. Most laser cutting systems use a CO2-based laser source with a wavelength of around 10 µm; some more recent systems use a YAG-based laser with a wavelength of about 1 µm. See our Laser cutting section for more information.
- Photochemical machining (PCM), also known as photochemical milling or photo etching, emerged in the 1960s as a by-product of the printed circuit board industry. It can accurately and economically produce highly complex parts with very fine details. Essentially, a tightly controlled corrosion process involves the application of a photosensitive polymer to a raw metal sheet etched with the use of CAD-designed photo tools as stencils by exposing it to UV light.
- Perforating is a cutting process that punches numerous holes across a piece of sheet metal. The usage of perforated sheet metal is to make different surfaces cutting tools, such as the surform, also known as a grater. The most common method of perforating uses a rotary pinned perforation roller. Another standard method is “die and punch” perforating, which presses a sheet of needles on a passing piece of sheet metal. Die and punch are very efficient and can cover a large surface quickly. The most advanced method is laser perforation. While it is very precise, it is also the most expensive.
- Press brake forming has various applications for forming long, thin sheet metal parts. During the process, a piece of sheet metal is formed along a straight axis using a V-, U-, or channel-shaped punch-and-die set. Despite the simplicity of the process, it can be difficult to maintain accuracy with factors like the press, tooling, and workpiece material influencing the outcome. Air bending is the most common press braking process and relies upon three points bending. In this case, the die has a sharper angle than the required bend (typically 85 degrees for a 90-degree bend), and the upper tool is precision-controlled while it pushes the metal down to form the required bend.
- Punching is a sheet metal forming process that uses a punch press, called a punch, to create a hole in a workpiece through the means of shearing (shear strain deformation). It is a quick and cost-effective process of making holes in sheet metal for average-to-high production volumes and is capable of creating multiple shaped holes. Punching occurs when a sheet of metal stock is placed between a punch and a die mounted in a press. The punch and die are the same shapes, with the punch precisely sized to fit into the die. The press pushes against and into the die with a strong enough force to cut a hole in the stock.
Sheet Metal and Rolling
- Roll forming involves the continuous bending of a long sheet metal strip (typically coiled steel) into a desired cross-section. The strip passed through sets of rolls mounted on consecutive stands, each set performing only an incremental part of the bend until the desired cross-section or profile apparition. Rolls forming is ideal for producing open profiles or welded tubes with long lengths or in large quantities.
- Rolling is a forming process that bends sheet metal with rollers. The stock is inserted into one or more pairs of rolls to reduce thickness and make it uniform. According to temperature, there are three different classifications: hot, cold, and warm rolling. In hot rolling, the temperature is above recrystallization temperature; in cold rolling, the temperature is below recrystallization temperature; and in warm rolling, the temperature is between hot and cold.
- Spinning is a forming process that involves rotating a disc or tube of metal at high speed and forming it into an axially symmetric/tubular part (uniform appearance if rotated around an axis). We attach A piece of sheet stock to a rotating form, and rollers press the stock against the form, expanding it until it transforms into the desired shape. Standard manufactured parts that use spinning include rocket motor casings, missile nose cones, satellite dishes, and metal kitchen funnels.
- Stamping, also known as pressing, encompasses a mixture of operations such as bending, blanking, coining, embossing, and flanging. The operator/machine place a flat piece of sheet metal (usually cold) in either blank or coil form into a stamping press where a tool and die surface forms the metal into simple or complex shapes at high production rates. It is possible to complete the desired form with either a single operation or through a series of stages. While tooling and equipment costs tend to be high, labor costs are low.
Sheet metal and water jet cutting
- Water jet cutting uses a tool called a water jet cutter to carefully control the erosion of metal and other materials using a jet of water at a high velocity and pressure. Sometimes, an abrasive substance and the water could mix up together. It is a frequently used method in the fabrication of machine parts. The main benefit remains when the material cut is sensitive to the high temperatures generated by other methods. Mining and aerospace, among others, use water jet cutting for cutting, shaping, and reaming. See our Water jet cutting section for more information.
- Wheeling is the process of using the English wheel, known in Britain as a wheeling machine, which is a forming machine that enables a craftsperson to form compound (double curvature) curves from flat sheet metal. While it is an expensive process due to the highly skilled, labor-intensive production method, one of its fundamental advantages is that it can flexibly produce different panels with the same machine. It functions by surface stretching and is related to the panel-beating process. The main application is for low-volume curved panel industries such as coachbuilding, auto restoration, especially regulated spaceframe chassis racing cars (like NASCAR), automotive prototypes, and aircraft skin components. Its production is highest in the low-volume sports car industry, especially where there is a malleable aluminum alloy usage. There are some key limitations such as maximum thickness, fitting the workpiece in the throat depth; the physically manageable size of the workpiece; overstretching/thinning of large, high crown panels; and disproportionately increased labor intensity with greater sized panels or sections.

Get multiple quotes for your parts in seconds