Lamiera
Scoprite qual è il processo di produzione della lamiera e il suo utilizzo nell'industria.
Introduzione alla lamiera
Come si forma la lamiera?
Esiste una moltitudine di possibilità per formare la lamiera:
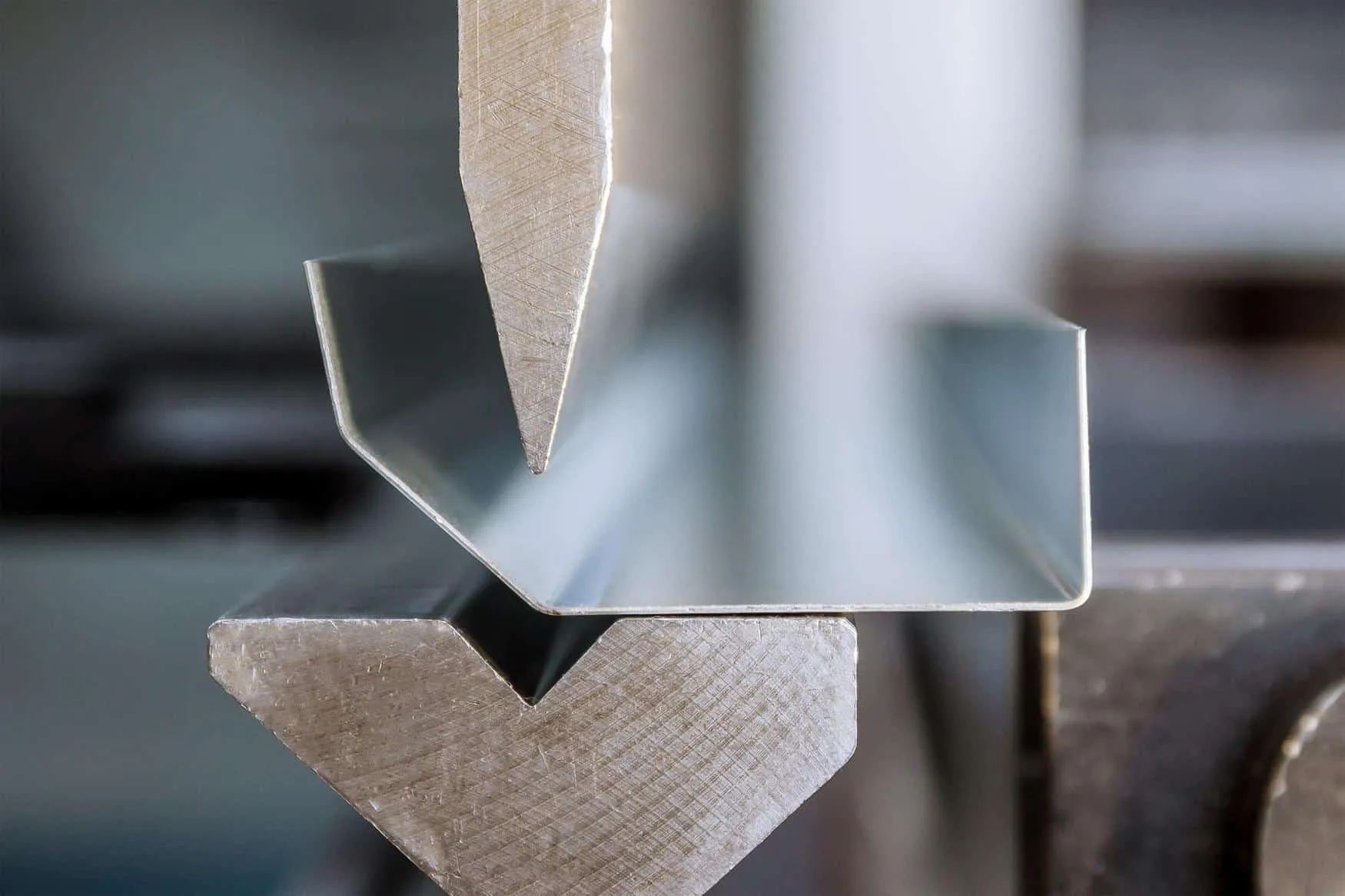
- La piegatura produce una forma a V, a U o a canale lungo l'asse rettilineo di una determinata sezione di lamiera. È necessario considerare attentamente lo spessore e le tolleranze della lamiera. La piegatura produce comunemente pezzi utilizzati in involucri elettrici e condotti rettangolari.
- L'arricciatura è un processo di formatura della lamiera utilizzato per formare i bordi in un anello cavo. L'arricciatura può aumentare il momento d'inerzia in prossimità dell'estremità arricciata ed eliminare gli spigoli vivi. Alcuni pezzi vengono sottoposti a curvatura per il loro utilizzo finale, come i cuscinetti e le cerniere.
- La decamerizzazione è il processo di rimozione delle curve orizzontali, dette cambre, da strisce di lamiera. Come un processo di spianatura o livellamento, si differenzia per la deformazione del bordo sinistro o destro del materiale piuttosto che della faccia del nastro. È possibile decamerare sezioni di lunghezza fissa e bobine continue.
- L'imbutitura profonda è un processo di formatura della lamiera che prevede lo stiramento del metallo su una forma, o stampo, rendendolo in definitiva un processo di trasformazione della forma con ritenzione del materiale. "L'imbutitura profonda avviene quando la profondità del pezzo trafilato (tirato) supera il suo diametro. L'imbutitura profonda è necessaria per la produzione di tazze, tappi, ugelli, involucri, ecc. L'azione meccanica di un "punzone" trascina radialmente un pezzo grezzo di lamiera in uno stampo di formatura. Esistono diverse applicazioni in più fasi chiamate riduzioni di imbutitura; per profondità maggiori sono necessarie più riduzioni. Il riscaldamento del pezzo consente un'imbutitura profonda con un minor numero di riduzioni.
- L'espansione della lamiera è un processo di formatura che produce un motivo a rete definito, spesso a forma di diamante, che consente la circolazione di aria o acqua. Le sue applicazioni più frequenti sono le recinzioni, le grate e i listelli per rinforzare l'intonaco. Tagliando o stampando delle fessure in un pezzo di lamiera è possibile produrlo e allungarlo. In questo modo diventa più forte e più leggero del pezzo originale.
Lamiera e aggraffatura
- Come suggeriscono i loro nomi, l'orlatura e l'aggraffatura consistono nell'arrotolare un bordo di lamiera su se stesso per formare un orlo o una cucitura. L'orlatura consiste nell'arrotolare un bordo in modo che sia a filo con se stesso, mentre l'aggraffatura fissa i bordi di due materiali diversi. Gli orli sono utili per migliorare l'aspetto di un pezzo, nascondere bave e bordi ruvidi e rinforzare un bordo. I produttori orlano i bordi delle portiere delle automobili per produrle. L'industria alimentare usa comunemente le cuciture per sigillare le conserve. Anche l'industria automobilistica e le automobili dei parchi di divertimento utilizzano ampiamente le cuciture.
- L'idroformatura è particolarmente utile ed economica per la formatura di metalli flessibili come l'alluminio, l'ottone, le basse leghe e l'acciaio inossidabile in parti strutturalmente solide e leggere in un unico passaggio. È particolarmente vantaggioso per il risparmio sugli utensili, in quanto gli utensili e i punzoni possono essere sostituiti per le diverse esigenze dei pezzi. Per la lamiera sono necessari solo un anello di trazione e un punzone (per la lavorazione dei metalli) o uno stampo maschio. La sua adozione è diffusa in tutta l'industria automobilistica ed è popolare tra i produttori di auto sportive di alta gamma grazie alle sue qualità strutturali rigide ma leggere. È anche un processo popolare per modellare i tubi di alluminio come telai di biciclette.
- La formatura incrementale della lamiera, nota anche come formatura a punto singolo, è una tecnica di formatura della lamiera che prevede l'utilizzo di un utensile a punta tonda, in genere di 5-20 mm di diametro, per deformare la lamiera con una sequenza di piccoli intagli incrementali. Grazie alla sua capacità di essere collegata a una macchina CNC (Computer Numerical Control), non è necessario alcuno stampo, riducendo il costo per pezzo e aumentando i tempi di esecuzione per le basse tirature. Tuttavia, la maggiore velocità per pezzo e il prezzo inferiore per pezzo compensano il tempo e il costo di produzione di uno stampo.
- La stiratura, come dice il nome, è un processo di formatura della lamiera che assottiglia in modo uniforme un'area specifica di un pezzo. È molto vantaggioso per ottenere uno spessore uniforme delle pareti con un maggiore rapporto altezza/diametro se combinato con l'imbutitura. La riduzione dello spessore per un'operazione di stiratura è generalmente compresa tra il 40 e il 60%. La produzione di lattine di alluminio, tazze e bossoli di munizioni ne fa uso per varie applicazioni.
Lamiera e taglio laser
- Il taglio laser utilizza un laser per tagliare con precisione la lamiera dirigendo l'uscita di un laser ad alta potenza, di solito attraverso un'ottica. Il controllo numerico computerizzato (CNC) ha contribuito all'adozione di questa tecnologia in ambito industriale. Il suo utilizzo consiste nel dirigere il materiale o il raggio laser nella direzione definita. L'operatore implementa un sistema di controllo del movimento per seguire un modello CNC sulla lamiera, fondendola, bruciandola, vaporizzandola o soffiandola via con un flusso di gas. In questo modo si ottiene una finitura di alta qualità per i bordi. La maggior parte dei sistemi di taglio laser utilizza una sorgente laser a CO2 con una lunghezza d'onda di circa 10 µm; alcuni sistemi più recenti utilizzano un laser a YAG con una lunghezza d'onda di circa 1 µm. Per ulteriori informazioni, consultare la sezione Taglio laser.
- La lavorazione fotochimica (PCM), nota anche come fresatura fotochimica o fotoincisione, è emersa negli anni '60 come sottoprodotto dell'industria dei circuiti stampati. È in grado di produrre in modo accurato ed economico pezzi molto complessi con dettagli molto fini. Essenzialmente, un processo di corrosione strettamente controllato prevede l'applicazione di un polimero fotosensibile a una lamiera grezza incisa con l'uso di strumenti fotografici progettati al CAD come stencil, esponendola alla luce UV.
- La perforazione è un processo di taglio che pratica numerosi fori su un pezzo di lamiera. La lamiera perforata viene utilizzata per realizzare strumenti di taglio per superfici diverse, come la surform, nota anche come grattugia. Il metodo più comune di perforazione utilizza un rullo perforatore rotante a spine. Un altro metodo standard è la perforazione "a matrice e punzone", che preme un foglio di aghi su un pezzo di lamiera passante. La fustella e il punzone sono molto efficienti e possono coprire rapidamente un'ampia superficie. Il metodo più avanzato è la perforazione laser. Pur essendo molto preciso, è anche il più costoso.
- La formatura con pressa piegatrice ha diverse applicazioni per la formatura di pezzi di lamiera lunghi e sottili. Durante il processo, un pezzo di lamiera viene formato lungo un asse rettilineo utilizzando un set di punzoni e stampi a forma di V, U o canale. Nonostante la semplicità del processo, può essere difficile mantenere l'accuratezza con fattori quali la pressa, l'utensile e il materiale del pezzo che influenzano il risultato. La piegatura ad aria è il processo di pressatura più comune e si basa sulla piegatura a tre punti. In questo caso, lo stampo ha un angolo più acuto rispetto alla piegatura richiesta (in genere 85 gradi per una piegatura di 90 gradi) e l'utensile superiore è controllato con precisione mentre spinge il metallo verso il basso per formare la piegatura richiesta.
- La punzonatura è un processo di formatura della lamiera che utilizza una punzonatrice, detta punzone, per creare un foro in un pezzo attraverso la cesoiatura (deformazione da taglio). È un processo rapido ed economico per la realizzazione di fori nella lamiera per volumi di produzione medio-alti ed è in grado di creare fori di forma multipla. La punzonatura avviene quando un foglio di lamiera viene posizionato tra un punzone e uno stampo montato su una pressa. Il punzone e lo stampo hanno la stessa forma e il punzone è dimensionato in modo preciso per inserirsi nello stampo. La pressa spinge contro e dentro lo stampo con una forza sufficiente a praticare un foro nel materiale.
Lamiera e laminazione
- La laminazione comporta la piegatura continua di un lungo nastro di lamiera (in genere acciaio arrotolato) nella sezione trasversale desiderata. Il nastro passa attraverso una serie di rulli montati su cavalletti consecutivi, ciascuno dei quali esegue solo una parte incrementale della piegatura fino all'apparizione della sezione trasversale o del profilo desiderato. La profilatura a rulli è ideale per produrre profili aperti o tubi saldati di lunghezze elevate o in grandi quantità.
- La laminazione è un processo di formatura che piega la lamiera con rulli. Il materiale viene inserito in una o più coppie di rulli per ridurre lo spessore e renderlo uniforme. In base alla temperatura, esistono tre diverse classificazioni: laminazione a caldo, a freddo e a caldo. Nella laminazione a caldo, la temperatura è superiore alla temperatura di ricristallizzazione; nella laminazione a freddo, la temperatura è inferiore alla temperatura di ricristallizzazione; nella laminazione a caldo, la temperatura è compresa tra quella calda e quella fredda.
- La filatura è un processo di formatura che prevede la rotazione di un disco o di un tubo di metallo ad alta velocità e la sua formazione in un pezzo assialmente simmetrico/tubolare (aspetto uniforme se ruotato intorno a un asse). Un pezzo di lamiera viene fissato a una forma rotante e i rulli premono il pezzo contro la forma, espandendolo fino a trasformarlo nella forma desiderata. I componenti standard che utilizzano la filatura sono gli involucri dei motori dei razzi, le ogive dei missili, le antenne paraboliche e gli imbuti metallici delle cucine.
- Lo stampaggio, noto anche come pressatura, comprende un insieme di operazioni quali piegatura, tranciatura, coniatura, goffratura e flangiatura. L'operatore/macchina inserisce un pezzo piatto di lamiera (solitamente fredda) in forma grezza o in bobina in una pressa di stampaggio, dove un utensile e una superficie di stampaggio formano il metallo in forme semplici o complesse ad alta velocità di produzione. È possibile completare la forma desiderata con un'unica operazione o attraverso una serie di fasi. Mentre i costi degli utensili e delle attrezzature tendono a essere elevati, i costi della manodopera sono bassi.
Lamiera e taglio a getto d'acqua
- Il taglio a getto d'acqua utilizza uno strumento chiamato taglierina a getto d'acqua per controllare attentamente l'erosione del metallo e di altri materiali utilizzando un getto d'acqua ad alta velocità e pressione. A volte, una sostanza abrasiva e l'acqua possono mescolarsi. È un metodo frequentemente utilizzato nella fabbricazione di parti di macchine. Il vantaggio principale rimane quando il materiale tagliato è sensibile alle alte temperature generate da altri metodi. I settori minerario e aerospaziale, tra gli altri, utilizzano il taglio a getto d'acqua per tagliare, sagomare e alesare. Per ulteriori informazioni, consultare la sezione Taglio a getto d'acqua.
- La rotellatura è il processo di utilizzo della ruota inglese, nota in Gran Bretagna come wheeling machine, una macchina di formatura che consente agli artigiani di formare curve composte (a doppia curvatura) da lamiere piatte. Sebbene sia un processo costoso a causa del metodo di produzione altamente qualificato e ad alta intensità di manodopera, uno dei suoi vantaggi fondamentali è la possibilità di produrre pannelli diversi in modo flessibile con la stessa macchina. Funziona mediante stiramento della superficie ed è collegato al processo di battitura dei pannelli. L'applicazione principale è per le industrie di pannelli curvi a basso volume, come la costruzione di carrozzerie, il restauro di auto, in particolare le auto da corsa con telaio spaziale regolamentato (come la NASCAR), i prototipi automobilistici e i componenti della pelle degli aerei. La sua produzione è massima nell'industria delle auto sportive a basso volume, soprattutto quando si utilizza una lega di alluminio malleabile. Esistono alcune limitazioni fondamentali, come lo spessore massimo, l'adattamento del pezzo alla profondità della gola, le dimensioni fisicamente gestibili del pezzo, l'eccessivo stiramento/sfilacciamento di pannelli di grandi dimensioni e di corona elevata e l'aumento sproporzionato dell'intensità di lavoro con pannelli o sezioni di dimensioni maggiori.

Ricevi più preventivi per le tue parti in pochi secondi
3DEXPERIENCE Make
Ottenete più preventivi per i vostri pezzi in pochi secondi