Servicio de corte por láser
3DEXPERIENCE Servicio de corte por láser online | Cientos de materiales desde metal a plástico | Docenas de fabricantes expertos.
PAGOS SEGUROS
Con tarjeta bancaria u orden de pedido
![]()
![]()
![]()
![]()
![]()
PI PROTEGIDA
Sus datos están seguros con nosotros. Use su propio contrato de confidencialidad
PRESUPUESTO INSTANTÁNEO
Para servicios de Impresión 3D y Mecanizado CNC, reciba un presupuesto en unos segundos.
Servicio de corte por láser con 3DEXPERIENCE Make
3DEXPERIENCE Make es una plataforma de fabricación bajo demanda que conecta a diseñadores o ingenieros con proveedores de servicios de corte por láser. Desarrollamos una potente red de servicios de corte por láser en Norteamérica y Europa. Actualmente, el servicio de corte por láser se utiliza en tiradas pequeñas o grandes, pero si necesita alguna maqueta o prototipo (técnico o para presentaciones), no dude en contactar con nosotros, porque también ofrecemos este servicio.
Nuestra red de proveedores de servicios de corte por láser ofrece cientos de materiales para su proyecto, Plásticos (PA, ABS, POM, PMMA, etc.), Metal (acero inoxidable, 316, aluminio, etc.) o Material compuesto (PA GF, etc.), y proceso corte por láser, corte por chorro de agua, y corte por cuchilla.
¿Qué subprocesos de corte ofrece 3DEXPERIENCE Make?

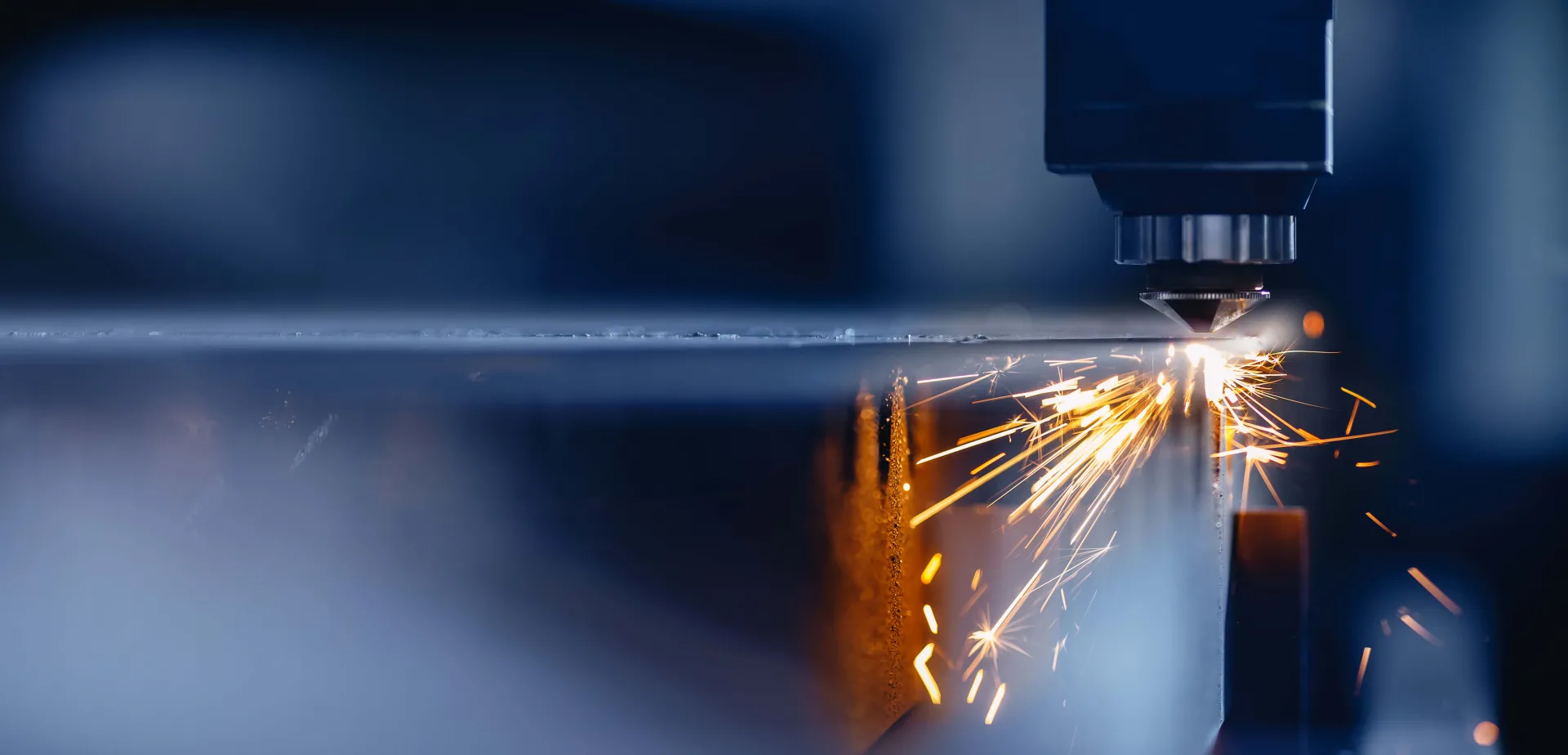
Corte por láser
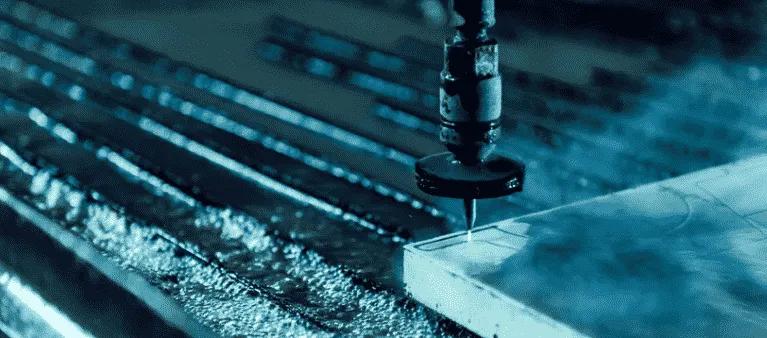
Corte por chorro de agua
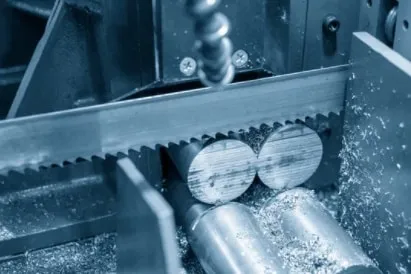
Corte por cuchilla
Descubra qué puede hacer 3DEXPERIENCE Marketplaces por su proceso de fabricación
Cuente con la mejor compañía. Miles de empresas líderes de todos los sectores utilizan nuestras soluciones.
Servicio de corte por láser online: ¿cómo funciona?

Materiales de nuestros proveedores de servicios de corte por láser

Plástico
PA, ABS, PMMA, PMA...

Metal
Acero inoxidable
Material compuesto
PA Glass...
Funciones prácticas para usted
La función Comprobar y reparar o Comprobación de la geometría es una función que le ayudará a entender el problema de geometría de la pieza y repararla en directo y online.
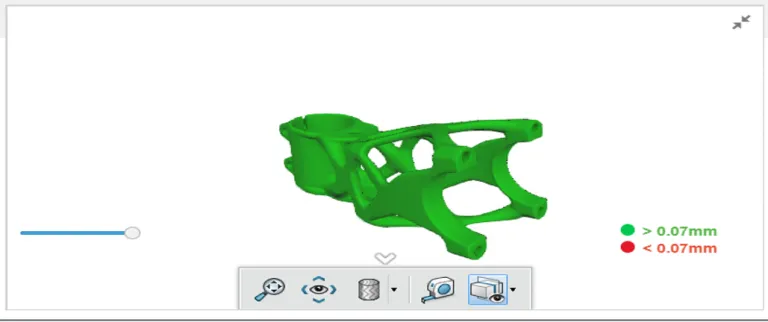
Comprobar y reparar
La función Comprobar y reparar o Comprobación de la geometría es una función que le ayudará a entender el problema de geometría de la pieza y repararla en directo y online.
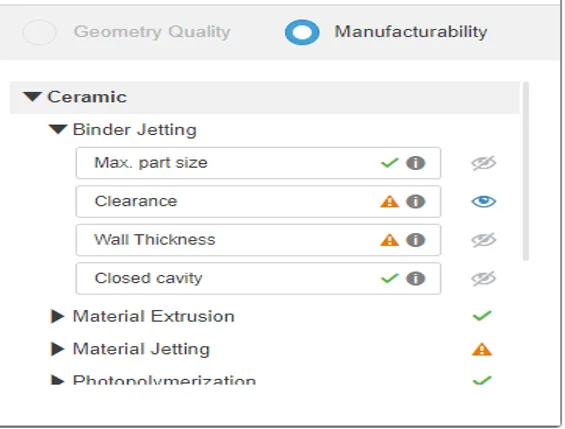
Comprobación de la viabilidad de fabricación
Esta función está disponible solo para el servicio de impresión 3D. Le ayudará a comprobar la viabilidad de fabricación de su pieza, según los materiales y el proceso.
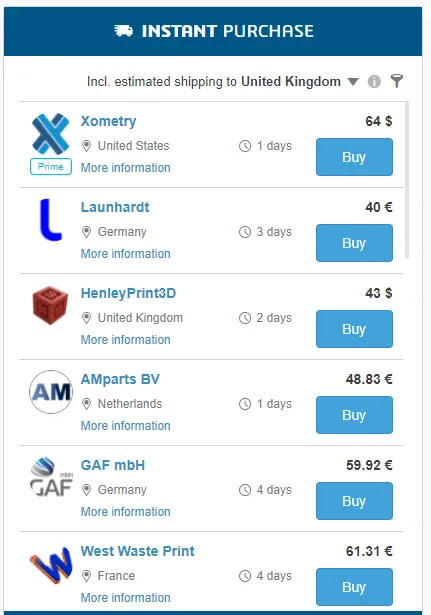
Motor de presupuestos instantáneos
Reciba varios presupuestos en cuestión de segundos, gracias a nuestro motor de presupuestos instantáneos.
¿Qué es el corte?
El corte es una técnica común sobre la que no pensamos mucho. Dicho de forma sencilla, es la separación de un objeto físico en dos o más segmentos, debido a una fuerza muy dirigida. En el ámbito industrial hay varios tipos de procesos de corte. Incluyen el corte por láser, el corte por cuchilla y el corte por chorro de agua.
El corte de metal es un proceso fundamental de la fabricación y ha sido la parte más importante del proceso durante toda la historia. Los distintos fenómenos físicos incluyen la formación de viruta, cizallamiento, abrasión, calentamiento y electroquímica. Todos los fenómenos físicos tienen diversas subcategorías, como el corte por láser, corte por cuchilla y corte por chorro de agua.
Preguntas que la gente hace sobre el servicio de corte por láser
La creciente facilidad de acceso a los servicios y máquinas de corte por láser ha permitido que entidades, desde aficionados al garaje hasta empresas de fabricación establecidas desde hace mucho tiempo, se den cuenta de sus beneficios. Se estima que el mercado seguirá creciendo, ya que el mercado mundial de máquinas de corte por láser se valoró en 3370 millones de dólares en 2020 y podría casi duplicarse para 2027 a un valor de 6690 millones de dólares.
¿Cuál es el beneficio de los servicios de corte por láser?
El término «láser» proviene del acrónimo en inglés de Light Amplification by Stimulated Emission of Radiation (amplificación de luz por emisión estimulada de radiación). Al enfocar un haz de luz potente e intensamente concentrado a través de una lente, se produce un láser que puede cortar materiales. La acción de corte se origina por fusión o erosión en la ubicación del láser y la interfaz de metal.
Desde grabados hasta cortar completamente el metal, el corte por láser abre una variedad de diseños, desde creación de prototipos y pruebas hasta líneas de producción de fabricación a gran escala.
¿Cuáles son las ventajas de los servicios de corte por láser?
Con las máquinas de corte por láser, existen varias ventajas a considerar frente a los procesos de fabricación sustractivos similares, como las máquinas con control numérico por computadora (computerized numerical control, CNC):
- Precisión: la cantidad de corte, o material que se quema, es sustancialmente menor cuando se cortan piezas con láser, por lo general menos de 1 mm. Esto se traduce en cortes más precisos en comparación con las brocas de enrutador de CNC que son grandes y producen esquinas redondeadas en lugar de ángulos más rectos. Dado que las máquinas de corte por láser funcionan a partir de archivos vectoriales, también producen piezas muy detalladas y lo más parecidas o exactas al diseño original previsto.
- Velocidad: las máquinas de corte por láser no requieren las configuraciones más tediosas de las máquinas de CNC; si el material es seguro, no se necesitan abrazaderas. La limpieza, la repetibilidad y el ciclo a otro producto cortado con láser también son más rápidos, ya que no hay una gran cantidad de materiales desperdiciados. Según el emisor de diodo o láser, el mismo aparato se puede utilizar una y otra vez sin cambiar cabezas o bits. También hay poco o ningún procesamiento posterior con el material cortado y terminado, ya que los cortes no son toscos.
- Operabilidad: la adaptabilidad para cortar muchos diseños en una amplia gama de materiales también es un aspecto positivo. Estos incluyen materiales densos, como metales y madera y materiales más suaves y delicados, como cartón y láminas delgadas que se pueden cortar según especificaciones exactas. Las máquinas de corte por láser no requieren tanto espacio como las máquinas de CNC. La curva de aprendizaje y la fase de operación de prueba y error tampoco son tan pronunciadas como el servicio de mecanizado con CNC.
¿Cuáles son los formatos de archivo para el corte por láser?
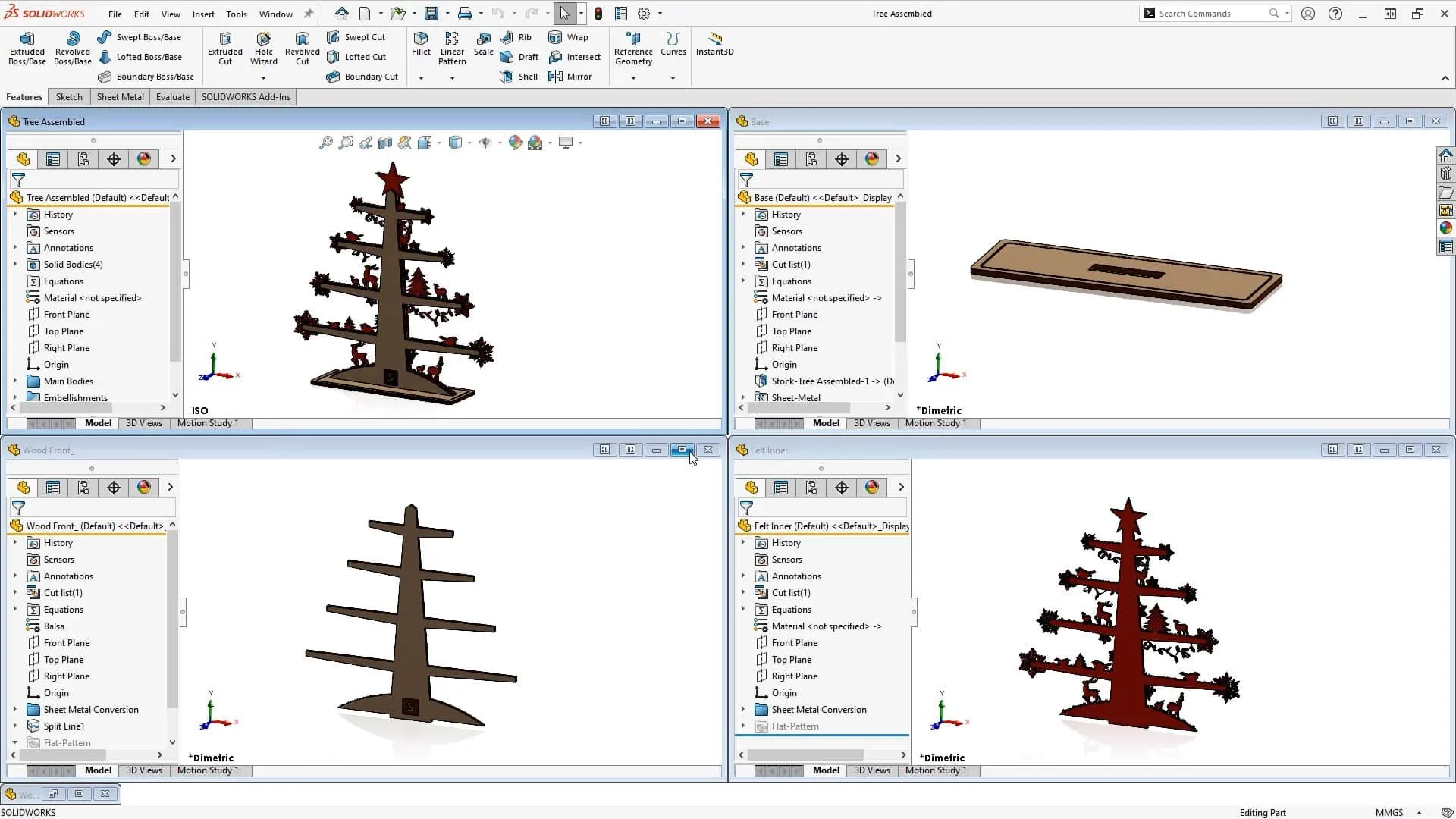
Como se mencionó antes, solo los archivos vectoriales como los que se usan en los diseños gráficos se pueden implementar para los diseños cortados con láser. Los archivos que se pueden cargar en una máquina incluyen .DXF, .DWG, .SVG, .PDF, así como .AI, y el tipo preferido depende de la máquina específica. A través de software como SOLIDWORKS o CATIA o Draftsight de Dassault Systèmes, los diseños se pueden crear, convertir y exportar. a un archivo vectorial que puede ser leído por máquinas de corte por láser.
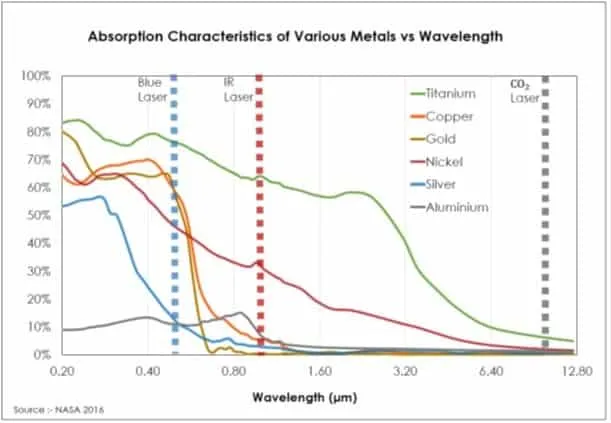
Debido a esto, los diseños 3D deben dividirse en varias partes y rastrearse en un espacio 2D, donde luego pueden ser ensambladas. La elección del material también determinará en qué tipo de diseños de emisores de corte por láser se ejecutarán. Los láseres rojo y negro emiten menos vatios y producen menos calor, los emisores de láser CO2 funcionan en una variedad más amplia de materiales y son mejores en materiales orgánicos y más blandos, como plásticos, espumas, telas y madera. Los diodos de fibra y láser azul son cada vez más buscados debido a su eficacia y tasa de absorción a través de la mayoría de los metales, pero se recomienda tener precaución cuando se trabaja con acrílicos, plásticos, vidrio y madera debido a que estos materiales son más propicios a deformarse o prenderse fuego bajo un láser más enfocado.
¿Cuál es el grosor del material adecuado para el corte por láser y la distancia entre las líneas de corte?
La elección de los materiales también determina la elección óptima para la potencia de salida de las cortadoras láser. La regla general es que cuanto más denso es un material, más energía/tiempo se necesita para cortar y menor debe ser el ancho del nodo. El acero, el cobre y otros metales densos tardan más en cortarse, con un grosor máximo de desde 1 mm y 10 mm en láseres de 500 W hasta 8 mm y 20 mm en un láser de 3000 W. Los materiales más blandos pueden permitir varias pulgadas, aunque es posible que se necesiten varias pasadas debido a la distancia focal del láser. Una vez más, se debe tener en cuenta cómo reaccionará el material a los láseres y qué tipo de corte se grabará y si se agrietarán o quemarán los materiales.
También debe haber suficiente espacio o distancia entre dos líneas de corte en el material que se está cortando con láser. Debido a la tendencia de un metal a derretirse o erosionarse cuando se corta con un láser, esto es aún más importante. Una buena regla general es espaciar las líneas de corte a la misma distancia que el grosor del metal, por lo que para una placa de metal de 0,25 pulgadas de espesor, las líneas de corte deben estar separadas por al menos 0,25 pulgadas. Para algunas características de diseño, como los cortes, la distancia entre las características debe ser mayor que el grosor del material; siempre consulte con su socio de fabricación o con el fabricante del equipo de mecanizado láser para obtener directrices de diseño más específicas.
Otras consideraciones de diseño para piezas de corte por láser
Una vez que se establezcan todas las consideraciones de lo que se está diseñando y qué material se está utilizando, se puede unir todo. Los diseños 2D se pueden dibujar y ver con más facilidad a través de un software como DraftSight. En este proceso se pueden reducir muchos desperdicios y costes antes de que el diseño se cargue en la máquina; los cortes que son demasiado cercanos y angostos entre sí pueden comprometer todo el material y el ancho del corte, por pequeño que sea, aún debe tenerse en cuenta en las esquinas y las juntas. Asegúrese de que, en el diseño, las piezas aún puedan encajar usando nodos, ranuras y pestañas como si estuviera ensamblando una pieza de rompecabezas. Según el material, variará el tamaño entre los cortes en las ranuras y los nodos.
La ruta de corte más óptima es aquella que requiere la menor cantidad de movimiento y corte; siga las líneas de ruta renderizadas en la imagen vectorial final para evaluar si se puede optimizar aún más. Las líneas que se cruzan pueden arruinar por completo los diseños y materiales. Esto, a su vez, puede incluir líneas dobles, ya que algunos láseres suelen ser lo suficientemente potentes como para hacer un corte suficiente en una sola pasada; dos tandas de corte no solo implica tiempo, sino material potencial desperdiciado durante el proceso de producción. Según la máquina en sí, los detalles de precisión, las juntas y los giros bruscos de 90 grados pueden convertirse en un problema cuando el nodo se desacelera en el punto de pivote y quema más material del necesario. Todos estos errores comunes se pueden evitar haciendo el archivo correcto la primera vez con el software adecuado.
Es un acto de equilibrio encajar tantas piezas cortadas en una sola pieza de material, un diseño y una tanda de corte con la menor cantidad posible de desperdicios y cortes necesarios. La ventaja del diseño 2D es la facilidad de uso y la disminución de complicaciones. A medida que crece el mercado de máquinas de corte por láser, CNC, impresión 3D y otros procesos de fabricación a pequeña escala, la necesidad de herramientas y métodos de diseño impecables también crecerá al mismo tiempo.
Descubra otros servicios de fabricación

Servicio de mecanizado CNC online 3DEXPERIENCE Make | Cientos de materiales, del metal al plástico | Docenas de fabricantes expertos.

3DEXPERIENCE Servicio de impresión online 3D | Cientos de materiales desde metal al plástico | Docenas de fabricantes expertos.
3DEXPERIENCE Servicio de procesado de lámina metálica online | Cientos de materiales desde metal a plástico | Docenas de fabricantes expertos.
Reciba múltiples presupuestos para sus piezas en cuestión de segundos
Obtenga varios presupuestos para sus piezas en segundos